It is hard to imagine how the requirement for quality and reliability of welds, economy, and the ecological demand placed on today’s production methods could be met without the modern production engineering of ultrasonic plastic welding. RTUL is a leader in designing, developing, and manufacturing ultrasonic plastic welding equipment.
Ultrasonic welding/ Ultrasonic plastic welding is one of the most popular and successful welding techniques used all over in the welding industry. It is fast, economical, easily automated, time-saving, and well-suited for mass production, with high production rates.
Ultrasonic Plastic welding is often the best and most effective mode/ choice for welding molded plastic parts. RTUL has the experience and expertise covering thousands of standard and customized applications of welding machines. RTUL prides itself in solving some of the most challenging plastic welding applications in the industry over the past 40 years.
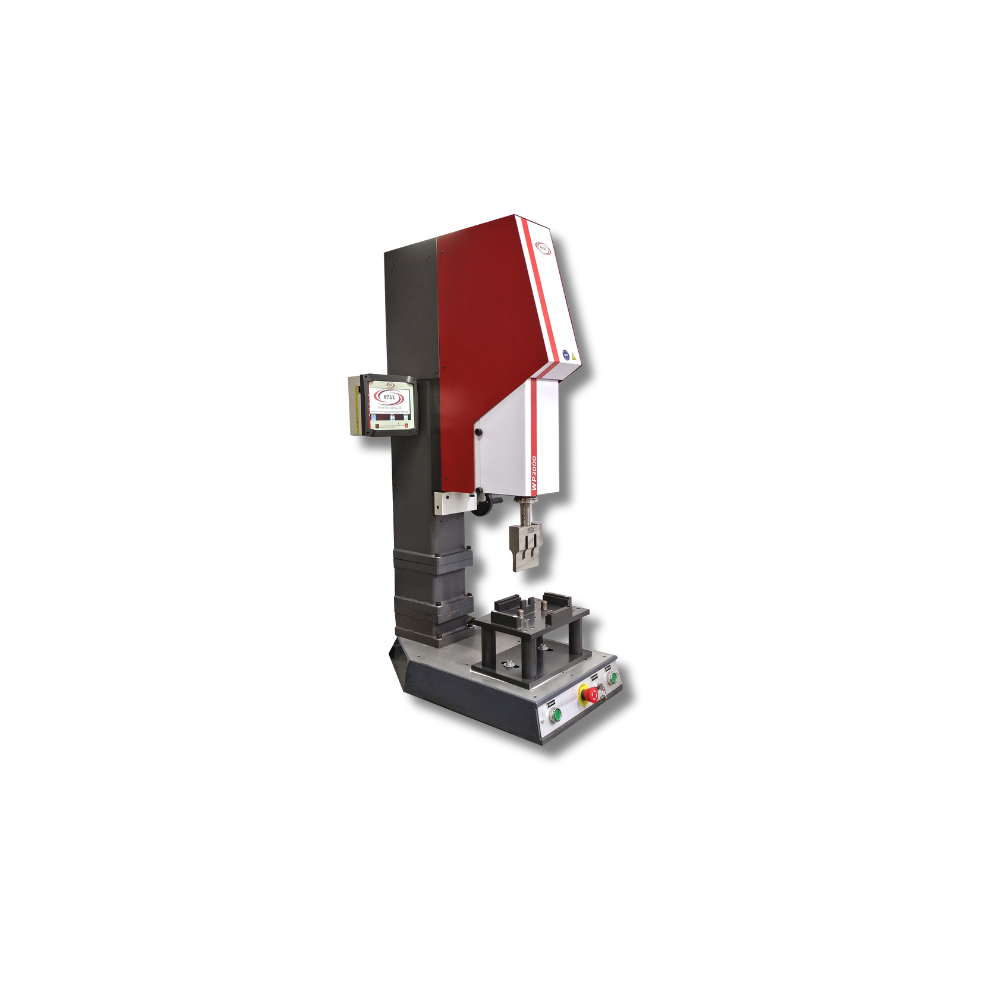
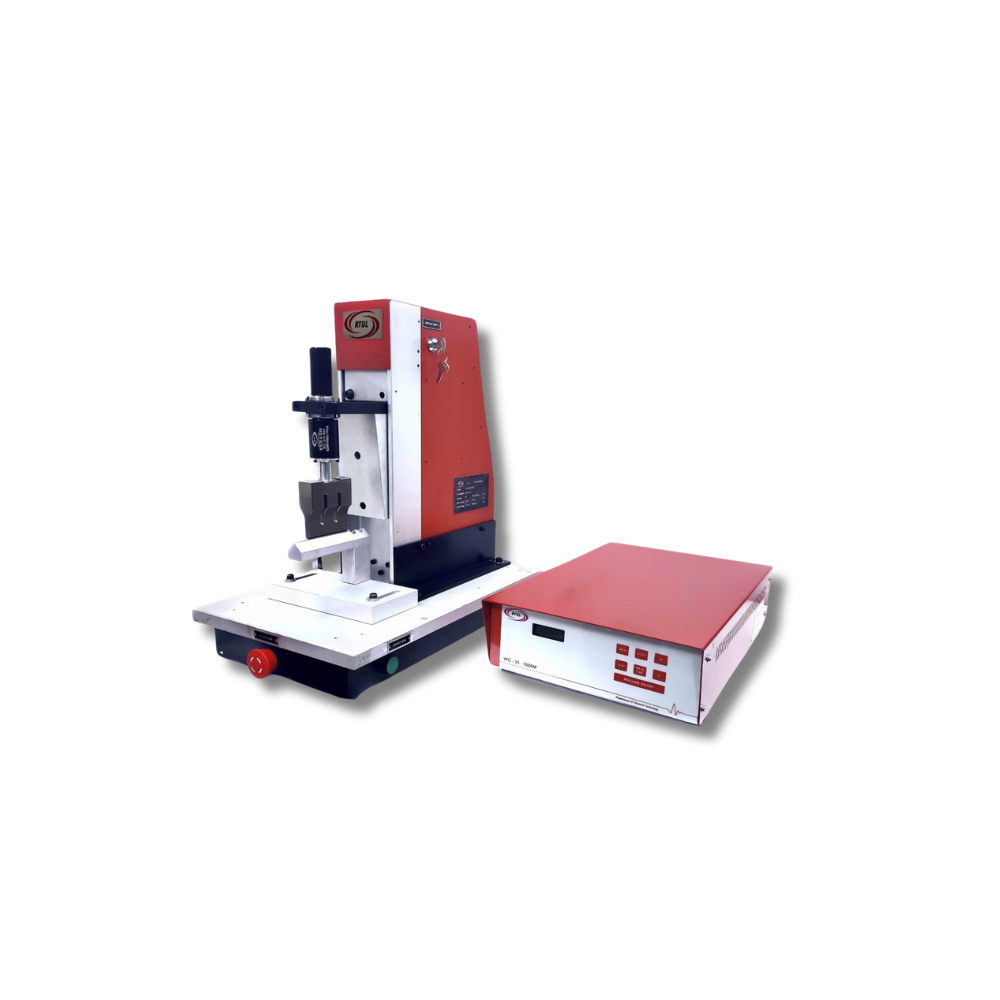
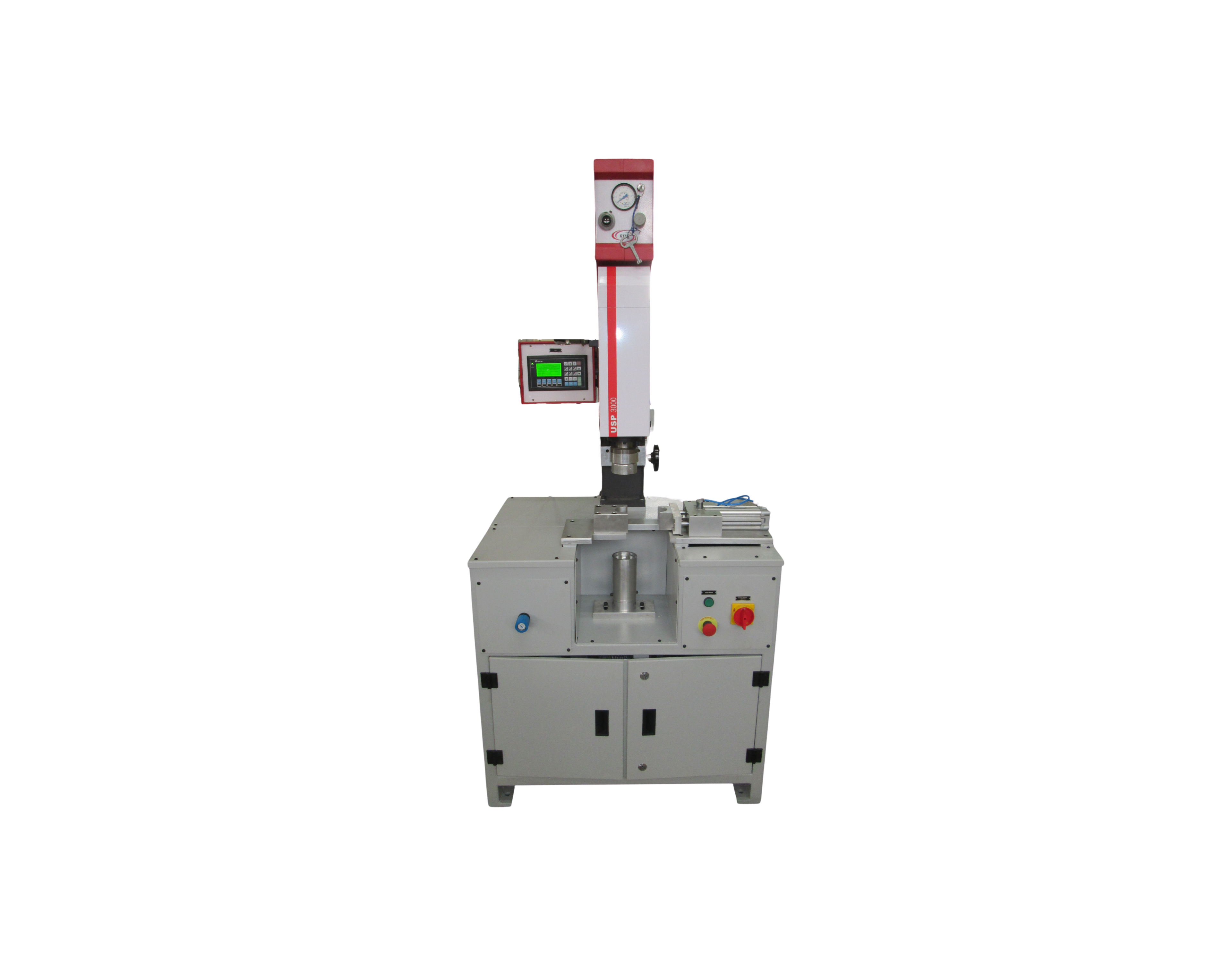
The basic components of an ultrasonic plastic welding machine are as follows; it is composed of a pneumatic press, a control system, a transducer, a booster, a horn, an ultrasonic generator, and a mechanical tool/fixture.
The main application of Ultrasonic Plastic Welding Machines is the welding of molded thermoplastic parts; this technique can be used successfully for riveting, forming, stacking, embedding as well as insertion of metal parts into thermoplastic material.
Ultrasonic welding machines are valued and well-proven in many industries for their ability to create and forge quality leak-proof welds without direct application of heat which becomes the best solution for mass production of quality components.
Some of the industries that most commonly make use of ultrasonic plastic welding systems include the following:
1. Automotive industry 2. Aerospace industry 3. Medical Industry 4. Packaging industry and many more. 5. Domestic Appliances 6. Electronic equipment 7. Precision mechanics 8. Energy Meters
The sequence of operation of an Ultrasonic Plastic welding machine is as follows:
The machine moves the tip of the sonotrode into very close contact with the component to be oscillated. The component must be able to resonate relatively freely and undamped within the expected amplitude of oscillation.
The ultrasonic pulse starts immediately. Fast plasticizing now takes place at the points of contact of the part welded. When the optimum degree of plastification has been reached, the mechanical pressure is first applied, just before that moment is intensified to the preselected required order of magnitude. When the ultrasonic impulse has stopped, the mechanical pressure is further intensified but only to a minimal extent. The cooling time begins and at the end of this process the machine returns to its starting position; the welding process is completed.
The whole cycle takes place within a relatively short period of time. The individual cycle time for a complete welding process varies from 0.1 to 5 seconds, depending on the application. In most cases, the cycle time is between 0.5 and 2 seconds.
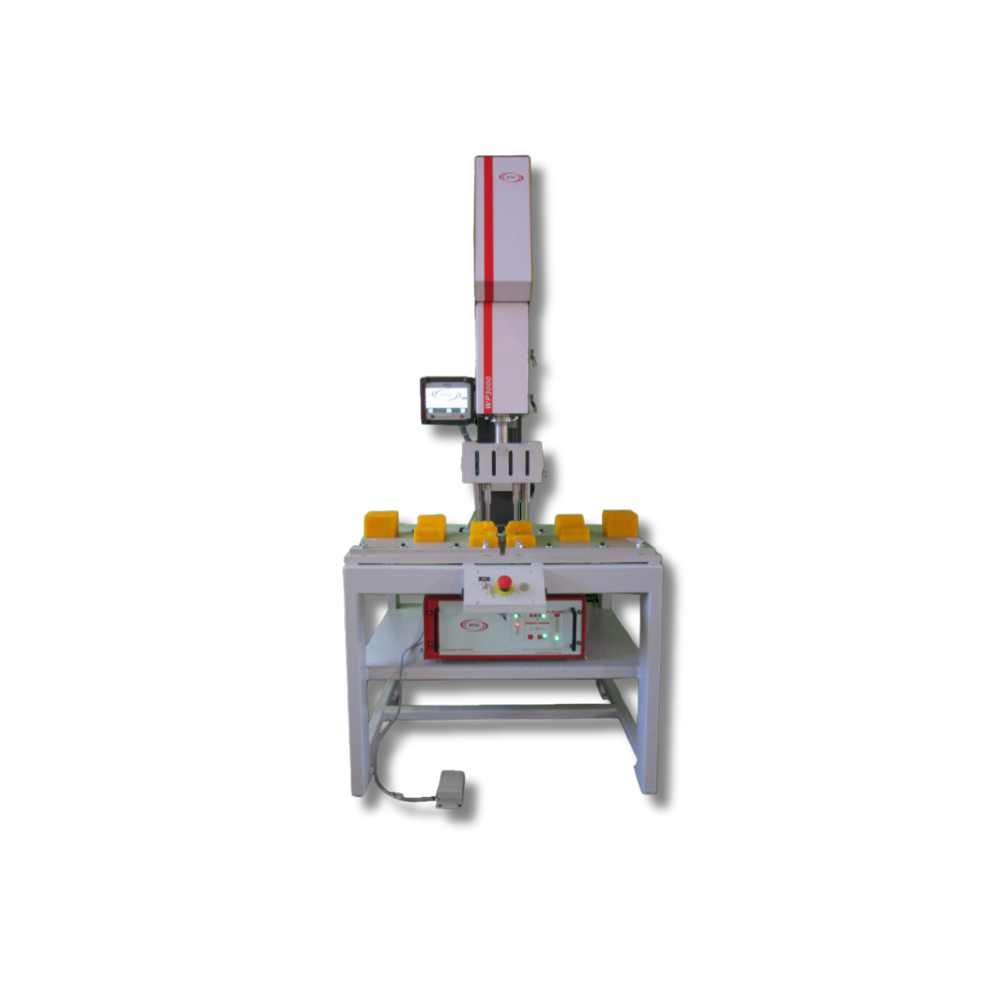
Our machines are built with a modular design and can be easily integrated into automated manufacturing systems. The microprocessor controller unit is already equipped with all the necessary hardware and software elements to be able to control conveyors and linear and rotary table units.
.png)
.png)
.png)